
Companies that still rely on manual processes, disconnected systems, and reactive maintenance aren’t prepared to face the implications of faster manufacturing floors, more complex supply chains, and tighter labor markets. If anything, it makes them fall behind those who are embracing and adopting industrial intelligent automation enterprise-wide.
Industrial automation helps a plant minimize unplanned downtime, a logistics provider to fulfill orders at night without overtime costs, or a pharmaceutical company to pass an audit without scrambling for paperwork. The question most decision-makers face today is not whether to automate. It's where to start, how to scale, and what manufacturing software development services and technologies to invest in to make automation work. This guide covers all of it: from maturity levels and core benefits to the technology stack and real-world examples from N-iX's work with manufacturers and industrial companies worldwide.
What is industrial automation?
Industrial automation is the use of control systems, software, and intelligent machines to perform industrial processes with minimal human intervention. It may be used for a single production task or an entire factory floor.
In automotive, the robotic arms may weld car bodies without a human touching the vehicle. In the pharmaceutical industry, sensors may automatically adjust temperature and pressure to remain within compliance thresholds. In the warehouse, the autonomous mobile robots may fulfill orders around the clock, rerouting themselves in real time. The core idea is consistent across all of these use cases, and more: decisions and actions that once required a human operator are now handled by machines.
There are several components enabling automation in industrial settings:
- Hardware: Robots, sensors, actuators;
- Software: Control systems, analytics, AI;
- Connectivity: IoT connectivity, edge computing.
Together, these layers form the operational foundation on which modern manufacturing competitiveness is built.
The state of industrial automation in 2026
Automation is becoming a global workforce strategy. According to the World Economic Forum's Future of Jobs Report 2025, nearly 47% of all work tasks in 2025 were still performed primarily by humans, while around 22% were handled mainly by machines or algorithms [1]. The remaining 30% involved both working in combination. By 2030, the study expects all three categories—human-only, machine-only, and collaborative—to carry roughly equal weight.
As the PwC’s Global Industrial Manufacturing Sector Outlook 2026 states, manufacturers are already automating their core operations and plan to scale that effort by three times their current automation levels within the next five years [2].
If you're looking to move forward with automation, you need to understand the automation maturity level and what needs to be done to upgrade it.
Four levels of industrial automation
Understanding where your organization sits on the automation maturity curve is the essential first step in any deployment strategy. The four-level framework below reflects the current technology landscape, including the role of generative AI and digital twins at higher maturity levels.
|
Level |
Maturity stage |
Key characteristics |
|
Level 1 |
Low maturity |
|
|
Level 2 |
Mid maturity |
|
|
Level 3 |
High maturity |
|
|
Level 4 |
Best-in-class |
|
Level 1: Low maturity
These may be traditional job shops or a mid-size contract manufacturer running largely on spreadsheets and manual reporting. Operators log production data by hand. Maintenance is reactive: something breaks, someone fixes it.
Steps to take to move to the next level: Run a small-scale automation pilot; measure results; scale.
Level 2: Mid maturity
A food processing plant that installed sensors on its production lines but exports the readings into a spreadsheet nobody reviews. The business has a lot of data that doesn’t yet add value.
Steps to take to move to the next level: Build data pipelines; begin using descriptive analytics; connect systems.
Level 3: High maturity
These are the businesses where the shop floor runs itself. For example, an automotive supplier with AGVs that move parts, vision systems flag defects, and robots handle assembly. However, production planning still happens during weekly meetings, and finance relies on manual reports.
Steps to take to move to the next level: Extend AI to planning, procurement, and support functions; add digital twins.
Level 4: Best-in-class
Such companies have mastered both traditional and cutting-edge technologies for automating all aspects of operations. For example, some cutting-edge semiconductor plants are implementing AI to adjust process parameters in real time, and digital twins to simulate supply chain disruptions before they happen. Every layer of the operation talks to every other one, converging IT and OT operations.
Steps to maintain continuous automation: Pursue agentic AI; embed sustainability metrics; build continuous improvement loops.

Benefits of industrial automation
When adopted enterprise-wide, automation provides measurable benefits, including increased operational efficiency, reduced downtime, improved safety metrics, and more.
1. Operational awareness
Automation generates a continuous stream of process data that manual operations simply cannot match. This visibility exposes inefficiencies, identifies failure patterns before they cause downtime, and creates the feedback loops needed for continuous improvement.
2. Productivity
Machines operate continuously without fatigue, breaks, or shift constraints. According to PwC's Global Industrial Manufacturing Sector Outlook 2026, tech enablement and automation are set to surge 2.6x and 2.8x, respectively, across the manufacturing value chain by 2030, suggesting that the productivity headroom is still largely untapped [2].
3. Quality improvement
Automated inspection systems, including AI-powered computer vision, can detect defects faster and more consistently than human operators. Deloitte's 2025 Manufacturing Industry Outlook notes that AI-driven quality monitoring is now one of the primary use cases manufacturers cite for return on investment [3].
4. Consistency and supply chain reliability
Predictable machine output enables accurate production planning and more reliable delivery commitments. Digital twins allow manufacturers to simulate disruptions and optimize responses before they affect the physical line.
5. Informed decision-making
McKinsey's State of AI 2025 confirms that manufacturing is one of the functions where cost benefits from AI are most commonly reported [4]. Organizations with mature automation collect structured operational data that feeds predictive analytics, demand forecasting, and real-time inventory optimization.
6. Improved workplace safety
Removing humans from hazardous, repetitive, or ergonomically damaging tasks reduces injury rates and associated costs. This has become a primary driver of automation across sectors such as food processing, chemicals, and heavy industry.
7. Cost reduction and ROI
While the initial investment can be high, companies often see compounding returns over time through cost savings, improved productivity, and reduced maintenance costs. For example, 66% of manufacturing companies that adopted AI report cost reductions, with the percentage ranging from around 10% to over 20% across companies [4]. The ROI case has also improved as hardware costs for robots and sensors have continued to fall.
Learn how to ensure cost reduction in the manufacturing industry
8. Scalability
Automated systems can flex output up or down without the lead time and cost of hiring or retraining people. A production line reconfigured through software rather than a six-month workforce ramp is a meaningful competitive advantage in volatile demand environments.
9. Sustainability and energy efficiency
Automation enables precise monitoring and control of energy and resource consumption across production processes. As sustainability becomes a board-level priority and regulatory requirement in most major markets, this benefit is increasingly factored into the ROI calculation from day one.
10. Faster time to market
Automated design, testing, and production cycles significantly compress development timelines. In industries like electronics and automotive, where product cycles are shortening, this is often as strategically important as cost reduction.
11. Regulatory compliance
Automated systems generate consistent audit trails, quality logs, and process records. In regulated industries such as pharmaceuticals, food, and medical devices, this reduces compliance risk and the cost of audit preparation considerably.
These industrial automation benefits will translate into more transparent management of the processes within the enterprise. And they can't be achieved without the technologies that are driving automation in Industry 4.0.
Key technology pillars of industrial automation
Industry 3.0 introduced robots, Automated Guided Vehicles (AGVs), and Automated Mobile Robots (AMRs). Industry 4.0's maturation, as well as the emergence of Industry 5.0 thinking around human-machine collaboration, has layered in several additional technology pillars that enable automation.
Advanced data analytics
Data analytics remains the backbone of intelligent automation. How you use your data depends on the maturity of your analytics capabilities. There are four progressive layers:
- Descriptive analytics tells you what is happening. It describes machine performance, output volumes, process efficiency, and so on. It turns raw operational data into readable dashboards and reports.
- Diagnostic analytics tells you why it happened. When a process underperforms or fails, diagnostic tools help trace the issue back to its root cause rather than treating symptoms.
- Predictive analytics tells you what is likely to happen next. Identifying patterns in historical data enables use cases such as equipment failure forecasting, demand planning, and maintenance scheduling.
- Prescriptive analytics tells you what to do about it. It goes beyond insight to recommendation. It may show the best course of action given current conditions and constraints. In mature implementations, that action can be executed automatically.

The practical capability of each of these layers has advanced significantly with AI integration. Prescriptive analytics systems can now automatically generate and test corrective interventions without human input, closing the loop from insight to action.
Explore the trends, tips, and success stories of big data in manufacturing
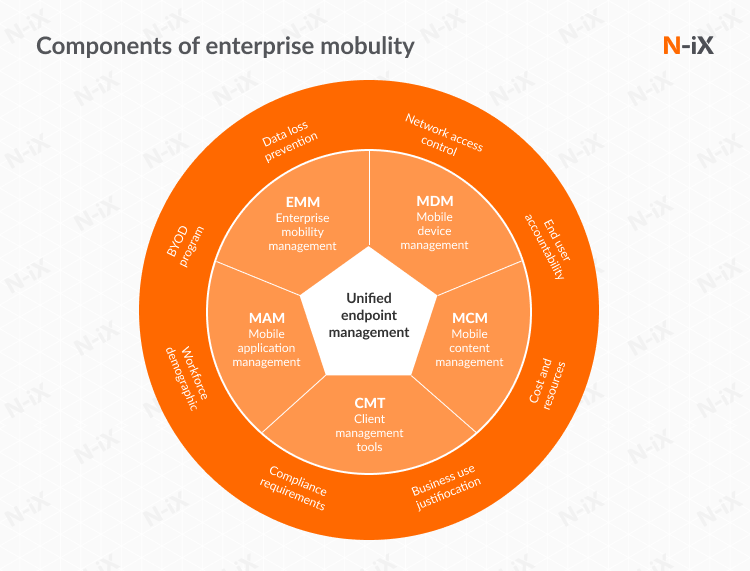
Enterprise mobility
Enterprise mobility is one of the biggest enablers of automation. It’s a combination of many solutions, including enterprise mobility management, mobile device management, mobile app management, and client and content management. Among the top goals of these solutions are:
- Compliance with security regulations;
- Data loss prevention;
- Bring your own device (BYOD) programs and end-user accountability;
- Adoption of mobile applications and portability of the resources.
Such solutions enable companies to provide factory workers with mobile devices (phones and tablets) pre-installed with company software, enabling them to move freely on the floor and be less tied to their desks.
Industrial Internet of Things and connectivity
One of the key applications of industrial Internet of Things (IIoT) is the automation of field operations and their integration with business processes. There are plenty of IIoT use cases and applications. The technology enables manufacturers to monitor device performance and health, schedule predictive maintenance, perform remote troubleshooting, and enhance the safety and security of their operations.

The most common industrial Internet of Things building blocks include:
- Programmable Logic Controllers (PLCs): Industrial computers that receive input from sensors, execute programmed logic, and control specific processes or machines automatically;
- Supervisory Control and Data Acquisition (SCADA): Systems that aggregate real-time data from across the operation, providing a centralized view and enabling process optimization at scale;
- Human Machine Interfaces (HMIs): The operator-facing layer that translates complex process data into visual dashboards and controls, allowing humans to monitor and intervene when needed;
- Distributed Control Systems (DCS): Architectures that distribute control functions across multiple nodes rather than centralizing them, improving resilience and enabling granular management of large, complex operations.
IoT connectivity, using protocols such as MQTT, helps move data from sensors, machines, and control systems into unified data environments. As 5G networks continue to expand, they are expected to enable real-time, low-latency communication at scale, significantly enhancing IoT capabilities in industrial automation. IO-Link and Ethernet-based protocols remain the standard for how devices communicate across production lines.
Together, these components form the infrastructure layer that enables automation in the industrial setting—from basic monitoring to AI-driven autonomous decision-making.
Explore further: Key IIoT trends to watch in 2026 for industrial manufacturers

Computer vision
Computer vision has advanced from a specialized quality-control tool to a general-purpose sensing layer across the factory floor. AI-powered CV systems now handle defect detection, anomaly identification, packaging inspection, barcode and label scanning, and guidance for pick-and-place robots. They often do so with greater speed and accuracy than human operators.
By giving the machines the ability to ‘see’, companies can open the door to new business opportunities. Some of them are:
- Vision-guided robots can identify and analyze the position of a production item on the lane and react as programmed. This type of CV is most often used in pick-and-place applications.
- Anomaly detection is a preprogrammed CV solution that compares a new image to an existing dataset and alarms the responsible person about deviations from the standard, dangerous situations, etc.
- Defect reduction allows machines to analyze a large number of items directly on the production line and match them to the acceptance criteria. It also allows detecting any quality inconsistencies and calling for maintenance to be carried out ahead of schedule.
- Packaging inspection can scan the box from several angles and check whether it meets the standard.
- Scanning barcodes and text labels allows businesses to speed up order processing and enhance their tracking systems.
- Labeling, tracking, and tracing can also be handled with CV solutions. The system can identify mismatched/misplaced goods or warn about the items with damaged labeling.

The integration of vision with generative AI models is enabling a new category of capability: systems that can identify novel defects or failure modes not present in their original training data, adapting in near-real-time to new product variants or process conditions.
Keep reading about Computer Vision in manufacturing: Best use cases
Artificial Intelligence and Machine Learning in industrial automation
Artificial Intelligence (AI) and Machine Learning (ML) have evolved from supporting tools to a central pillar of automation strategy. According to McKinsey's State of AI 2025 report, 88% of organizations now use AI in at least one business function, up from 78% in 2024 [4]. In advanced manufacturing specifically, the fastest-scaling use cases include AI in predictive maintenance, agentic AI in manufacturing, software engineering, and knowledge management.
Generative AI in the manufacturing industry is used to accelerate product design, generate maintenance runbooks, optimize production schedules, and enable conversational interfaces for operator assistance. According to Deloitte's 2025 Manufacturing Industry Outlook, over 55% of industrial product manufacturers have already integrated generative AI into their operations, with over 40% planning to step up investment in AI and ML over the next three years [3].
55% of industrial product manufacturers have already integrated generative AI into their operations.
2025 Manufacturing Industry Outlook, Deloitte
Digital twins
A digital twin is a real-time virtual replica of a physical asset, process, or facility that can be used to monitor performance, simulate scenarios, and optimize decisions without disrupting actual production. For manufacturers, the most common applications include predictive maintenance, factory simulation for layout optimization, and business scenario planning.
Read more: Digital twins in manufacturing: benefits, technologies, and use cases
Robotics: industrial robots and cobots
Thanks to robotics consulting and engineering, the manufacturing enterprises can automate the factory's execution level. The industrial robots can handle welding, assembly, material handling, and quality inspection with speed and repeatability that no human workforce can match at scale.
A notable shift is occurring within robotics: the shopfloor workers now have collaborative robots (cobots) designed to work alongside humans rather than behind safety cages. Cobots are making industrial automation accessible to mid-sized manufacturers and high-mix, low-volume environments by offering the flexibility and safety required to work alongside humans, something traditional robots may struggle to provide in these settings.
Cybersecurity
As IT and OT convergence connects factory floors to enterprise networks, cloud systems, and external supply chain partners, cybersecurity for manufacturing has become a non-negotiable element of any automation architecture.
Industrial cybersecurity incidents have increased in frequency and sophistication, with attacks on manufacturing infrastructure among the top categories of ransomware globally. Strategies that lack OT-specific security controls, network segmentation, and incident response planning are more vulnerable to cyber threats.
For these technologies to enable industrial automation, an enterprise needs a solid ecosystem that includes robust cybersecurity frameworks, seamless integration across IT and OT systems, and reliable data infrastructure. You will also need a tech implementation partner that can design, develop, and deploy solutions in accordance with industry standards. Here are a few examples of how N-iX’s extensive expertise contributed to our clients’ automation projects.

5 success stories of industrial automation
We’ve helped businesses across manufacturing, supply chain, and related industries with process automation and optimization. Here are some of the projects we worked on.
Fluke Corporation: Enterprise mobility and predictive maintenance
Fluke Corporation is a US-based manufacturer of electronic test tools and software for condition monitoring. N-iX has worked on an enterprise mobility solution that enables field personnel to manage order and inventory tasks from mobile devices, including offline capabilities for environments without reliable connectivity. The solution integrates directly with a computerized maintenance management system (CMMS), creating a closed loop between field observations and maintenance scheduling.
Bitlog: Transportation and warehouse management systems
Bitlog develops logistics and supply chain software products. N-iX worked on both the Transportation Management System (TMS) and Warehouse Management System (WMS) components that are core operational platforms for any automated distribution environment. These systems serve as the orchestration layer between physical automation hardware (conveyors, sorters, AGVs) and enterprise planning systems.
Global Fortune 100 engineering company: IIoT, AI, and computer vision (under NDA)
This Germany-based engineering and technology conglomerate engaged N-iX to redevelop a complex logistics management system integrating ERP, big data, IoT, and AI. N-iX also worked on a computer vision solution based on industrial optical sensors, lenses, and NVIDIA Jetson edge AI devices, enabling the client to track and manage goods movement in a fully touchless way. This project combined several of the technology pillars described in this article: IIoT connectivity, edge computing, computer vision, and AI-driven decision logic operating in real time.
Learn how IoT devices minimize downtime in a manufacturing plant
WEINMANN Emergency: Embedded systems and device provisioning
WEINMANN Emergency manufactures life-saving medical equipment for emergency services, hospitals, and military medical corps. N-iX engineers contributed embedded software expertise during device certification. N-iX also developed a provisioning system enabling remote service, maintenance, and diagnostics, reducing operational costs and improving device reliability in the field.
Industrial fleet management: OEM Linux gateway and mobile applications (under NDA)
A Belgium-based smart telematics solutions manufacturer engaged N-iX to develop an OEM-based Linux connectivity gateway installed in vehicles for GPS-based monitoring and management. N-iX also developed an Android application for rugged tablets, giving drivers a field interface for service management. Additional work included integrating peripheral sensors to expand the gateway’s telemetry capabilities.
How N-iX can support your industrial automation strategy
N-iX is a software engineering company with 2,400 experts with delivery centers across the Americas, Europe, and APAC. We partner with manufacturers, logistics providers, industrial technology companies, and other enterprises worldwide on automation and digital transformation projects.
We offer end-to-end industrial automation services featuring:
- Architecture design, backend and frontend development, QA, and product management;
- Industrial IoT: Connectivity gateways, sensor integration, SCADA and HMI development, edge computing;
- Data engineering and analytics: Big Data platform development, Data Science, business intelligence, data lakehouse and warehouse, and more;
- AI and Machine Learning: Predictive maintenance models, anomaly detection, demand forecasting, generative AI integration, etc.;
- Computer Vision: Object detection, defect recognition, optical sensor systems, edge AI platforms;
- Digital twin development: Simulation integration, real-time monitoring dashboards, process optimization.
Our company has over 23 years of experience delivering nearshore and offshore development services, making us a reliable tech partner for industry leaders and enterprises worldwide.
Whether you are building a first automation pilot or scaling an enterprise-wide deployment, N-iX can help you build and execute a solid strategy from initial architecture through production and ongoing improvement.

Sources:
- The Future of Jobs Report 2025 | World Economic Forum
- Industrial manufacturing’s race to 2030 | PwC
- 2025 Manufacturing Industry Outlook | Deloitte Insights
- The State of AI: Global Survey 2025 | McKinsey
FAQ
What are some examples of industrial automation?
Automation examples in the industrial settings include robotic arms welding and assembling vehicles in automotive plants; sensors automatically adjusting conditions in pharmaceutical production; AMRs fulfilling warehouse orders around the clock; SCADA systems monitoring entire facilities from a single interface.
How does industry automation work?
Sensors collect real-time data from equipment. Controllers, such as PLCs or DCSs, process that data and trigger automated responses. Software platforms analyze patterns and optimize decisions. IIoT connectivity continuously moves data between physical assets and digital systems. In mature implementations, this operates as a closed loop: data collected, analyzed, acted upon, and fed back into the system with minimal human intervention.
What are the 4 types of industrial automation?
Fixed automation handles high-volume, single-product manufacturing with no flexibility. Think of standard assembly lines. Programmable automation allows reconfiguration for different product batches via reprogramming, as with CNC machines. Flexible automation enables rapid switchovers between product variants with minimal downtime. Integrated automation integrates all of the above into a unified system that covers production, material handling, quality control, and planning.
What is a PLC?
A Programmable Logic Controller (PLC) is a ruggedized industrial computer that receives input from sensors, executes pre-programmed logic, and sends commands to motors, valves, and actuators. It's the core control layer in most automation architectures. Modern PLCs are increasingly integrated with SCADA platforms and IIoT infrastructure.
Why is automation in an industrial environment important?
Automation directly addresses the pressures manufacturers face: labor shortages, rising costs, increasing product complexity, and global competition on quality and speed. It enables consistent output, data-driven decisions, and operational scale that manual processes cannot match.
What is industrial automation software?
The digital layer that controls, monitors, and optimizes automated processes. It spans control software (PLC, DCS), SCADA for facility-wide visibility, MES for shop floor management, and analytics platforms for predictive maintenance and quality monitoring. At the enterprise level, it integrates with ERP systems, digital twin platforms, and, increasingly, generative AI tools that extend automation into planning and decision-making.
Have a question?
Speak to an expert
