Artificial Intelligence is less than a single technology. It covers a broad spectrum of disciplines, each designed to solve a particular category of business problems. Among the most widely adopted are Machine Learning and Computer Vision. They are often mentioned in the same conversations, yet serve different purposes.
Machine Learning is the broader foundation; it equips systems to learn from structured and unstructured data and to make predictions that improve business decisions. Computer Vision, in turn, is a specialized branch that applies these learning methods to visual information: images, video, or sensor data. Where Machine Learning answers questions like "What is the probability of equipment failure?", Computer Vision development systems address challenges such as "Does this product meet quality standards?"
Let's break down what Computer Vision vs Machine Learning mean in an enterprise context, explore where each delivers the most impact, and see how they often work best when combined.
Defining the foundation: Artificial Intelligence
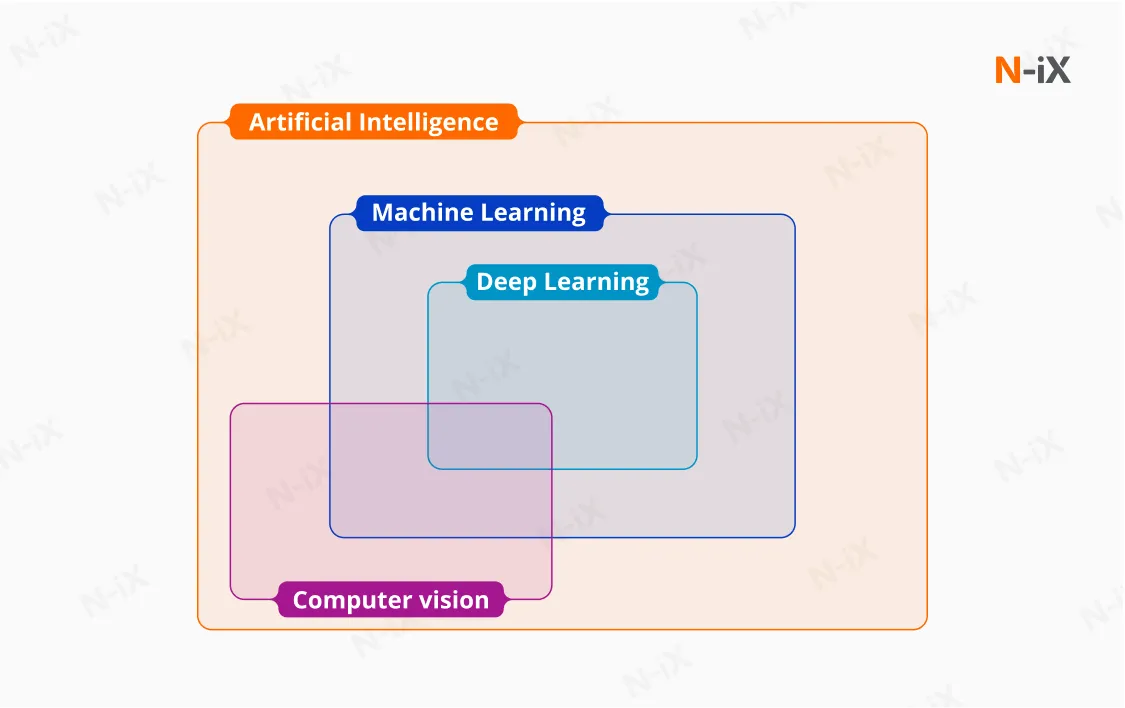
Artificial Intelligence systems are designed to interpret information, reason, and act in ways that approximate human decision-making. Still, they can do so at speeds and scales that far exceed human capacity. AI is not a single technology but an extended term for various methods and subfields. These include Machine Learning (ML), Natural Language Processing (NLP), Computer Vision (CV), robotics and automation, generative AI models, and others.
Read also about the difference between generative AI vs Machine Learning
Computer Vision vs Machine Learning hold distinct yet interconnected roles within this landscape. Let's define what Machine Learning offers to enterprises.
What is Computer Vision?
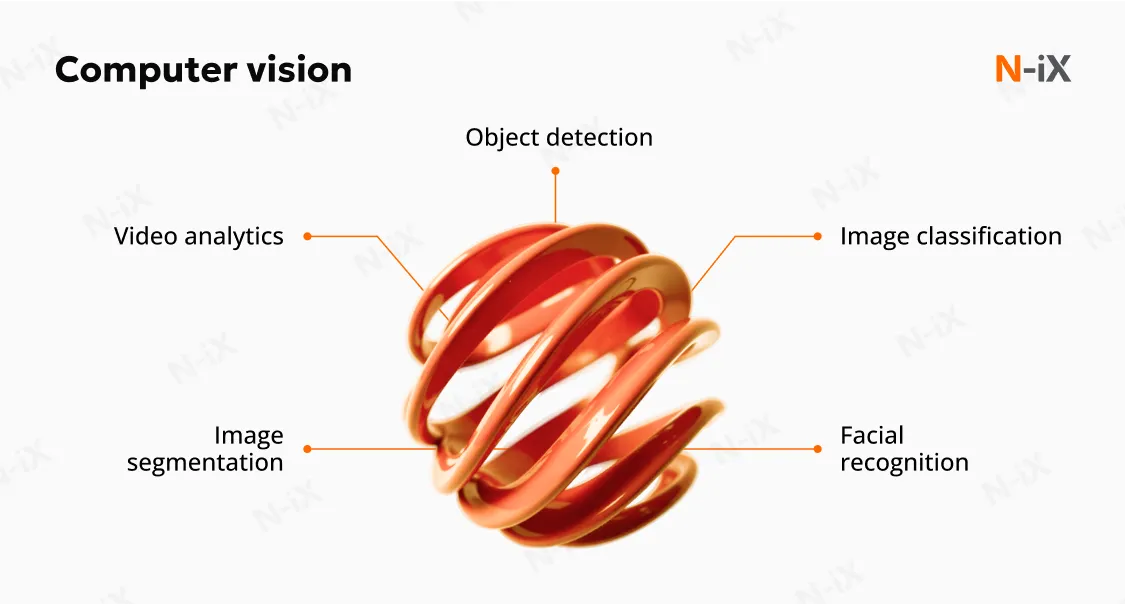
Computer Vision is a specialized field within AI that focuses on enabling machines to interpret and act on visual data such as images, video streams, and sensor outputs. While it builds on ML techniques, its scope is narrower and deeper: extracting meaning from visual inputs and translating them into decisions or actions. Computer Vision systems use advanced algorithms to recognize, classify, and analyze visual patterns. The capabilities of Computer Vision typically fall into a few key areas.
- Image classification enables systems to label entire images, such as recognizing whether a scan shows a healthy organ or a tumor.
- Object detection identifies and localizes multiple items within a single frame, critical for applications like autonomous vehicles or retail analytics.
- Segmentation goes further, dividing an image into distinct regions to provide granular detail, for instance, in precision agriculture or satellite analysis.
- Tracking allows systems to follow the movement of objects across video sequences, which is widely applied in logistics, security, sports, and traffic management.
Discover in detail the distinctions between machine vision vs computer vision
Core use cases of Computer Vision in enterprises
Computer Vision addresses challenges wherever visual inspection, monitoring, or interpretation is critical in enterprise operations. CV systems don't replace human observation but extend it across vast volumes of data and environments that would otherwise be impossible to monitor consistently. Let's discover the most practical Computer Vision use cases.
Quality inspection and defect detection
One of the most persistent problems in manufacturing is ensuring consistent quality across large production volumes. Computer Vision in supply chain automates this process by detecting defects, irregularities, or product deviations. Beyond identifying visible flaws, advanced models can monitor predictive quality, highlighting issues before they escalate into larger problems.
Operational safety and monitoring
Enterprises across industries face increasing pressure to ensure safe working environments and comply with regulatory standards. Computer Vision enhances safety by continuously monitoring operations in real time. In logistics and heavy industry, it can track adherence to safety protocols such as helmet or vest usage. CV in healthcare facilities assists in monitoring patients and alerting staff to emergencies.
Intelligent transportation and mobility
Modern transportation networks require visibility into vehicle movement, traffic flow, and driver behavior. Computer Vision provides the foundation for intelligent mobility by interpreting live video feeds and sensor data. Traffic management systems use it to optimize signal timing and reduce congestion. Autonomous vehicle development relies on Computer Vision for real-time recognition of road signs, pedestrians, and other vehicles.
Customer experience and engagement
Retailers, banks, and service providers increasingly rely on Computer Vision to understand and improve customer interactions. In physical stores, it powers cashier-less checkout systems that identify items automatically. In customer analytics, vision systems analyze in-store behavior, providing insights into dwell time, product interest, and traffic patterns.
Choose the best AI approach for your business—explore the guide on generative vs predictive AI!
Success!
What is Machine Learning?
Machine Learning is a branch of Artificial Intelligence focused on building algorithms that learn from data and improve performance without requiring explicit programming. Unlike traditional systems that rely on predefined rules, ML models evolve with the data exposed. Machine Learning systems perform a set of fundamental tasks that underpin many enterprise applications:
- Prediction: Anticipating outcomes based on historical and real-time data, such as forecasting demand or identifying potential equipment failures.
- Classification: Assigning inputs into defined categories, such as detecting fraudulent transactions or classifying product defects.
- Optimization: Finding the most efficient solutions to complex problems, from supply chain routing to portfolio management.
- Personalization: Tailoring services, recommendations, or interactions at scale to match individual customer preferences or behaviors.
Defining the benefits of Machine Learning is its ability to work with different types of data. It can process structured data, such as transactional records, business tables, or sensor readings from connected devices, where consistency and volume enable precise modeling. At the same time, it is equally effective in analyzing unstructured information, including free text, customer feedback, audio files, and system logs, which often hold critical but harder-to-extract insights.
This breadth of applicability allows Machine Learning to address various business challenges, from operational efficiency to customer engagement, across industries such as finance, healthcare, logistics, and retail.
Core use cases of Machine Learning in enterprises
Predictive analytics and forecasting
How can companies prepare for demand shifts, supply chain disruptions, or financial volatility before they occur? Machine Learning in supply chain and other industries makes this possible by analyzing historical and real-time data to predict future trends. Manufacturers can plan production more effectively, retailers can anticipate seasonal peaks, and financial institutions can improve revenue and risk forecasts.
Personalized recommendations
By analyzing behavioral data, ML tailors recommendations, adjusts pricing dynamically, and delivers targeted marketing campaigns. ML solutions in ecommerce improve conversions; in telecom and media, they reduce churn by aligning services with customer expectations.
Process automation and optimization
Machine Learning automates manual oversight processes and continuously improves them. In manufacturing, ML can detect defects on production lines in real time, cutting waste and downtime. ML algorithms in healthcare speed up diagnostic imaging and triage, allowing clinicians to focus on critical cases.
Decision support systems
Executives often face decisions involving complex variables and incomplete information. Machine Learning enhances decision support systems by spotting early warning signals and uncovering hidden patterns. In energy, predictive maintenance identifies equipment issues before they escalate.
While these applications highlight the breadth of Machine Learning, many of them achieve enterprise-grade accuracy and scalability only because of deep learning. Deep learning has become the engine that powers general Machine Learning vs Computer Vision systems.
The role of Deep Learning in Computer Vision and Machine Learning
While traditional ML models rely on feature engineering and predefined rules, deep learning leverages multi-layered neural networks to automatically extract patterns and representations from massive datasets.
Read about which one to choose for your needs: Deep Learning vs Machine Learning
Within Machine Learning, deep learning addresses limitations of scale and adaptability. It allows systems to process unstructured and multimodal data at unprecedented volume without requiring manual feature design. At the same time, Computer Vision has advanced rapidly because of deep learning, particularly through convolutional neural networks (CNNs) and related architectures. These models enable automated recognition of shapes, patterns, and spatial hierarchies within visual data.
Deep learning deserves attention in the context of Computer Vision vs Machine Learning because it is the technological bridge that enables both fields to deliver high-quality results. Without deep learning, Computer Vision would remain limited to basic recognition tasks, and Machine Learning would struggle to scale across the diverse and complex datasets enterprises generate today.
Computer Vision vs Machine Learning: Understanding the differences
Scope
Machine Learning is the broader discipline, capable of working with almost any type of enterprise data: financial transactions, customer behavior, operational metrics, text, or images. It answers questions such as: Which customers are most likely to churn? What is the optimal inventory level for next quarter? Its reach extends across functions, so ML projects often involve multiple departments at once, from finance and marketing to operations.
Computer Vision, by contrast, is much more specialized. It focuses on visual intelligence, turning images, video, and sensor feeds into structured information. Its projects are usually embedded deep inside operational workflows: factories, logistics centers, hospitals, or retail stores, where visual inspection or monitoring is integral.
Input
Another difference lies in the data each technology consumes. Machine Learning can be applied to any dataset, whether structured or unstructured. Computer Vision, however, is built for visual and spatial data. This feature makes CV implementation extremely effective for use cases like defect detection or medical image analysis, but less applicable to domains where visual data is not the primary driver of value.
Use case orientation
Machine Learning is dedicated to discovering patterns in data and using them to make predictions. It powers demand forecasting, fraud detection, churn modeling, or supply chain optimization. Computer Vision is built toward interpreting the physical world, identifying defects on a production line, monitoring compliance on a construction site, or recognizing people and objects in real time.
Latency expectations
Another distinction between Computer Vision vs Machine Learning lies in processing speed. Many Machine Learning applications churn prediction, fraud detection, or revenue forecasting) can run in batch or micro-batch modes, where predictions are delivered periodically rather than instantly. Computer Vision, however, is often deployed in contexts where a real-time or near-real-time response is mandatory.
ROI evaluations
From a return-on-investment perspective, Machine Learning delivers broad advantages because it applies across many functions. Its benefits build over time as more models are deployed across departments, driving efficiency, accuracy, and personalization. While narrower in scope, Computer Vision often delivers immediate and concentrated value where visual data dominates. Automated inspections, driver monitoring, medical diagnostics, or cashier-less checkout fundamentally change how processes run and can create measurable savings, improving safety, compliance, and customer experience.
How Computer Vision and Machine Learning complement each other
Computer Vision is built on Machine Learning techniques such as supervised learning, neural networks, and deep learning. In practice, CV systems cannot function without ML at their core. Machine Learning provides the algorithms and training methods that allow CV to recognize patterns in visual data, while computer vision applies those methods to images, video, and sensor streams. Still, ML is the foundation for predictive analytics, optimization, and personalization across the business.
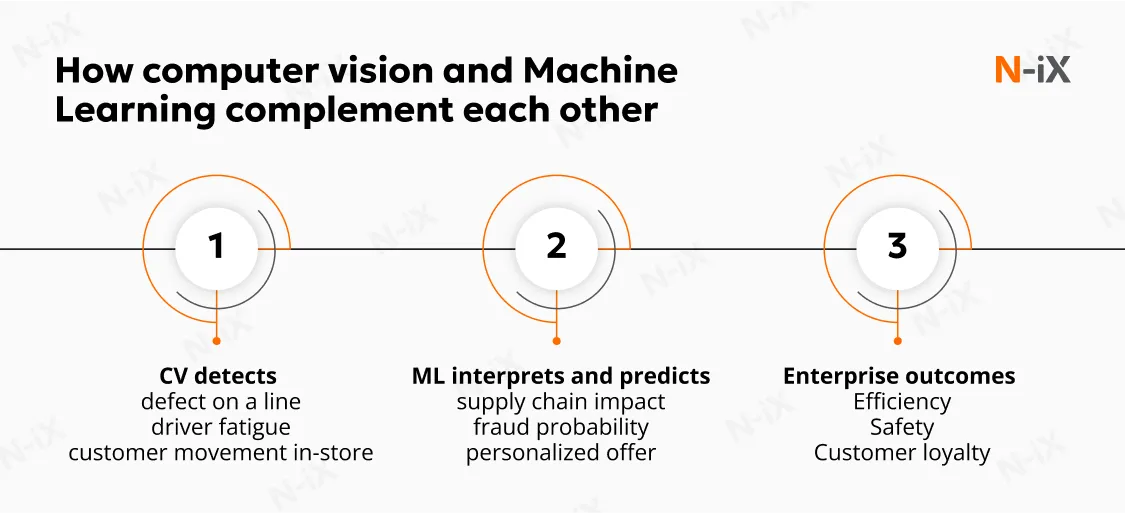
The most impactful applications arise when CV and ML are deployed as a single system.
- Computer Vision systems in manufacturing detect defects on production lines with high precision. Machine Learning models then integrate these findings with production and supply chain data to predict which defects will most likely cause disruptions.
- CV can be used to verify customer identities during onboarding or at ATMs. ML in finance extends this process by cross-checking behavioral and transactional patterns.
- Computer Vision tracks in-store customer movement and behavior, producing granular insights into dwell times, engagement, and product interactions. ML in retail combines this visual intelligence with transaction data and purchase history to personalize promotions, optimize layouts, and strengthen customer loyalty.
- CV in transportation interprets the physical environment by recognizing vehicles, pedestrians, and road conditions. ML integrates these inputs with predictive models of traffic flow, routing, and driver behavior to make real-time operational decisions.
Integrating Computer Vision with Machine Learning produces multi-layered intelligence. Rather than operating in isolation, the two technologies strengthen each other. In one of our partnerships, we modernized a global logistics platform by integrating Machine Learning and Computer Vision. CV algorithms track packages and detect damage in real time, while ML models predict warehouse load and optimize inventory across more than 400 warehouses worldwide. Together, these capabilities streamline logistics, reduce operational overhead, and enable intelligent scaling across 60+ countries.

Why choose N-iX for ML and Computer Vision implementation?
Industry leaders such as Bosch, Siemens, eBay, Inditex, CircleCI, Crédit Agricole, TotalEnergies, AVL, Innovation Group, Questrade, First Student, and ZIM rely on N-iX to deliver Computer Vision, data-driven, and AI, ML solutions. These long-term partnerships demonstrate our ability to address complex challenges across manufacturing, automotive, finance, retail, energy, logistics, and healthcare. Our track record includes:
- Helping a global peer-to-peer software marketplace improve user experience and SEO rankings by implementing Machine Learning and NLP. The solution automatically clustered user reviews into pros and cons.
- Partnering with a UK-based neobank serving over 1M clients to automate transaction handling with Machine Learning. The solution reduced processing latency from five minutes to 250 milliseconds.
- Developing a Computer Vision solution for a global hardware repair provider to automate motherboard defect detection. The system identifies over 2,000 motherboard models, locates defects, and integrates thermal imaging.
- Working with a smartwatch manufacturer to automate testing for the device and its mobile applications. Using Computer Vision, regression testing was reduced from four days to two hours.
- Developing Computer Vision models for traffic enforcement. Using deep learning, the system detects seat belt violations with 88% accuracy and identifies distracted driving behaviors with 91% accuracy.
What helps N-iX match any ML and Computer Vision development need
- 60+ data science and AI projects delivered: Proven track record of successful implementations across industries, from predictive analytics in finance to computer vision in manufacturing.
- 200+ data, AI, and ML specialists: A dedicated talent pool focused exclusively on advanced analytics, Machine Learning, and computer vision initiatives.
- Comprehensive AI services: We provide consulting, design, and implementation of Machine Learning vs computer vision systems, covering deep learning, anomaly detection, defect recognition, image and video analytics, and real-time predictive insights.
- ISG-recognized Rising Star in data engineering: Independent validation of our capabilities from a leading global research and advisory firm.
- 23+ years of experience: Strong engineering culture built on two decades of delivering technology solutions to global enterprises.
- Enterprise-grade compliance and security: We adhere strictly to PCI DSS, ISO 9001, ISO 27001, and GDPR standards
Have a question?
Speak to an expert


